Auto Gear
Integracja wielozadaniowej obrabiarki INTEGREX z funkcjami nacinania i pomiaru kół zębatych
| Obróbka 5-osiowa | Obróbka kół zębatych | Pomiary kół zębatych | ||
 |
+ |  |
+ |  |
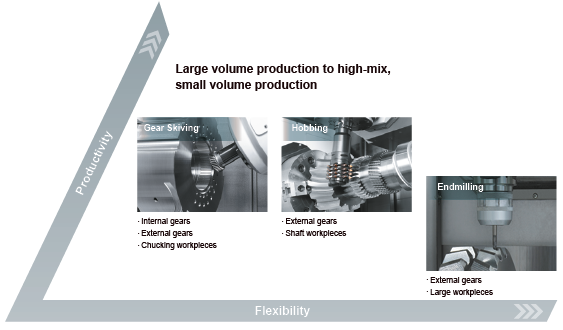
- Możliwe jest stosowanie 3 metod obróbki kół zębatych (skiving, frezowanie obwiedniowe i frezowanie palcowe), co otwiera drogę do realizacji zarówno produkcji małoseryjnej wysoce zróżnicowanych wyrobów, jak i produkcji wielkoseryjnej
- Szybki i dokładny skiving kół zębatych dzięki unikalnej technice sterowania AG
- Integracja procesu pod kątem wysokiej dokładności obróbki, skrócenia czasu produkcji i minimalizacji kosztów początkowych
NACINANIE KÓŁ ZĘBATYCH
Integracja wielozadaniowej obrabiarki INTEGREX z funkcjami nacinania i pomiaru kół zębatych
| Obróbka 5-osiowa | Obróbka kół zębatych | Pomiary kół zębatych | ||
|
+ | |
+ | |
|
|
|
Realizacja różnych procesów nacinania kół zębatych

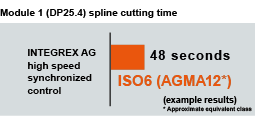
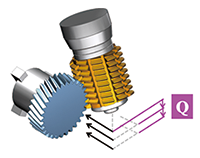
Wysoka wydajność dzięki możliwości szybkiego skivingu
- Szybki i dokładny skiving kół zębatych dzięki unikalnej technice sterowania INTEGREX AG
- Obroty wrzeciona głównego i frezarskiego są zsynchronizowane, aż do maksymalnych prędkości obrotowych obu wrzecion, dla zapewnienia wysokiej dokładności skivingu.
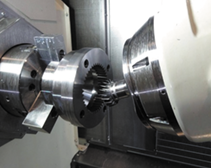
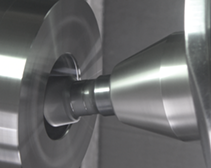
Wewnętrzna obróbka wielowypustów - INTEGREX i-200ST AG
 Technika zsynchronizowanego sterowania INTEGREX i-200ST AG umożliwia osiągnięcie wydajności wewnętrznej obróbki wielowypustów nawet 6-krotnie większej niż przy zastosowaniu technik konwencjonalnych. Ponadto większa szybkość obróbki oznacza mniejsze opory skrawania, a w rezultacie — wyższą dokładność.
Technika zsynchronizowanego sterowania INTEGREX i-200ST AG umożliwia osiągnięcie wydajności wewnętrznej obróbki wielowypustów nawet 6-krotnie większej niż przy zastosowaniu technik konwencjonalnych. Ponadto większa szybkość obróbki oznacza mniejsze opory skrawania, a w rezultacie — wyższą dokładność.

Oprawka frezu obwiedniowego utrzymywana jest na jednym końcu przez wrzeciono frezarskie do obróbki ciężkiej, które zapewnia sztywność niezbędną do dokładnego frezowania obwiedniowego kół zębatych. W systemie Smooth Gear Hobbing wprowadzona specyfikacja koła zębatego jest podstawą do automatycznego wygenerowania ścieżki narzędzia.
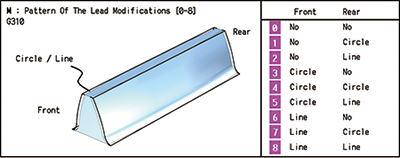
| Hob Shift | Modyfikacja skoku i baryłkowatości | |
| Ta funkcja przesuwa punkt styku frezu obwiedniowego z detalem, aby zwiększyć trwałość użytkową narzędzia. | Na podstawie wprowadzonych danych o modyfikacji skoku i baryłkowatości koła zębatego automatycznie generowana jest ścieżka frezowania obwiedniowego. | |
 |
 |

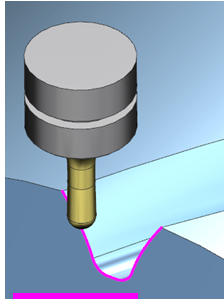
 Korzystając z oprogramowania Smooth Gear Milling, można wycinać zęby jeden po drugim za pomocą standardowego frezu palcowego. Ścieżka narzędzia generowana jest automatycznie na podstawie specyfikacji koła zębatego, w tym również danych o kołach zmodyfikowanych, zmodyfikowanym skoku i profilu.
Korzystając z oprogramowania Smooth Gear Milling, można wycinać zęby jeden po drugim za pomocą standardowego frezu palcowego. Ścieżka narzędzia generowana jest automatycznie na podstawie specyfikacji koła zębatego, w tym również danych o kołach zmodyfikowanych, zmodyfikowanym skoku i profilu.

Po zakończeniu obróbki koła zębatego można stępić ostre krawędzie na obu jego czołach, używając standardowego kulistego frezu palcowego. W przypadkach, w których nie jest znana faza koła zębatego (np. po frezowaniu obwiedniowym), można wykonać pomiar Smooth Gear, aby wykryć położenie luki między zębami przed rozpoczęciem stępiania ostrych krawędzi.
 |
 |
Oprogramowanie
Konwersacyjne programowanie dokładnego nacinania i pomiarów kół zębatych

Sekwencja operacji
 |
 |
 |
| Wprowadzenie specyfikacji, warunków skrawania i danych pomiarowych | Wygenerowanie programu skrawania i pomiaru w kodzie G | Wykonanie nacinania i pomiarów kół zębatych |
Pomiary kół zębatych

Ustawianie zębów w fazie
 Po zastosowaniu nowego lub przeszlifowanego narzędzia czujnik dotykowy może wysondować ząb koła, aby określić wymaganą wielkość kompensacji.
Po zastosowaniu nowego lub przeszlifowanego narzędzia czujnik dotykowy może wysondować ząb koła, aby określić wymaganą wielkość kompensacji.
Ten sam proces może być stosowany do ustawiania w fazie innych elementów obrabianych, np. przed stępieniem krawędzi kulistym frezem palcowym lub w celu zlokalizowania otworu na czole detalu. Dokładność ustawiania w fazie wynosi ±0,005 stopnia (16 μm (0,00063 cala przy średnicy 360 mm (14,17 cala)).

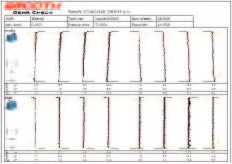
Pomiar profilu i skoku koła zębatego (opcja)
| Gear face measurement by scanning probe |
 |
- Profil i czoło koła zębatego po obróbce bada się za pomocą sondy skanującej w tym samym ustawieniu detalu.
- W rozwiązaniach konwencjonalnych koła zębate obrabiane są w maszynach przeznaczonych specjalnie do tego celu, a następnie przenoszone na inne stanowisko pomiarowe. Opcjonalne oprogramowanie do pomiaru profilu i skoku koła zębatego eliminuje taką konieczność.
Wyniki pomiarów wyświetlane są na ekranie systemu MAZATROL SmoothX
Wyniki z ekranu systemu CNC można, naciskając jeden przycisk, zachować w pliku .PNG.
 |
 |
MASZYNY INTEGREX AG
Kliknij tutaj, aby zapoznać się z serią INTEGREX AG